![]() Этот адрес электронной почты защищён от спам-ботов. У вас должен быть включен JavaScript для просмотра.
Этот адрес электронной почты защищён от спам-ботов. У вас должен быть включен JavaScript для просмотра.
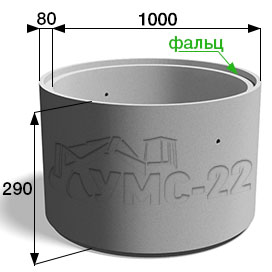
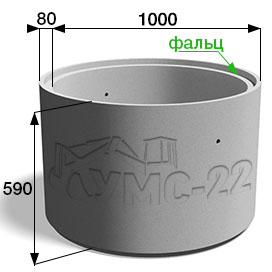
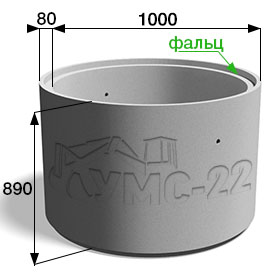
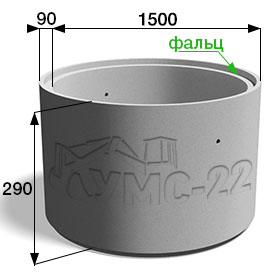
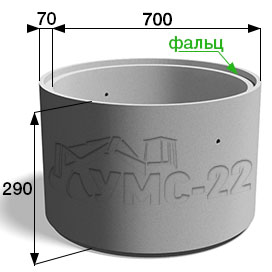
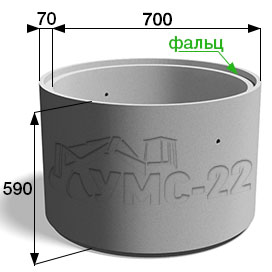
Технологии производства ЖБИ колец
Существует главные технологии, благодаря которым производятся кольца ЖБИ. Такие изделия изготавливаются способом вибрирующего литья и способом вибрирующего прессования.

Изготовление ЖБИ колец способом вибрирующего литья
Технология вибрирующего литья отличается своей простотой и не нуждается в каких-нибудь особых познаниях. Для проведения работ можно задействовать двух-трех работников, для производства понадобится четыре-пять часов в смену.
Наименьшие условия выполнения работ:
- наличие площадки, где можно заливать формы;
- источник электротока в 220 В.
Производственный процесс
В начале осуществляется подготовка арматурных каркасных основ для крышек, а также колец. На месте, где осуществляется заливка, происходит смазка (может применяться всякое масло, которое есть в распоряжении: от особенного «эмульсола» и завершая отработкой) и сборка форм колец ЖБИ. Происходит установка каркасных основ, а формы подвергаются центрированию.
В формы выполняется бетонная заливка. Если применяется привозной бетон, то его заливают сразу с бетоносмесителя непосредственно в формы, что существенно снижает трудовые затраты и убыстряет процесс. Используя глубинный вибратор, работники выполняют укладку бетона, выравнивая его в формах.
Исходя от климатических условий, если существует значительная вероятность, что пойдет дождь в ближайшие три-четыре часа, формы крышечек и днищ, укрывая полиэтиленовой пленочкой, чтобы верхний бетонный слой не размывался.
После определенной выдержки изделий, находящихся в формах, выполняется распалубка. Как правило, разбор форм осуществляется на следующий день, но в случае надобности, когда работы осуществляются в 2 смены, формы можно подвергать разборке после того как бетон «поднимется» и будет удерживать форму (как правило, спустя пять-шесть часов, при температурном режиме двадцать градусов). Чтобы схватывание бетонного материала происходило более быстро, можно применять разные химические добавки к материалу. Чтобы повысить прочность железобетонных изделий, материал перемешивают с фибровым волокном, выполненным из металла или пластика. После проведения распалубки, осуществляется перенос форм в другое место, где происходит их сборка для последующего цикла.
Железобетонные изделия, при условии, что соблюдается технология производства бетона и он отвечает той марке, которая заявлена, можно поднимать и продавать уже спустя сутки после заливки. Для того, чтобы доставить кольца до заказчика, применяется автоманипулятор.
Производство ЖБИ колец способом вибрирующего прессования
Способ вибрирующего прессования является более усложненным и технологичным. Здесь помимо форм, нужно дополнительное техоборудование. Минимальный список следующий:
- Бетоносмеситель.
- Подъемное устройство (козловой кран, кран - балка, и тому подобное).
- Склад, где можно размещать цемент.
Производственный процесс осуществляется следующим образом. Форма кольца, которая намазана маслом, размещается на место формовки железобетонного изделия. В форме размещается металлический каркас.
Форму заполняют с помощью бетона (предельно допустимой густоты) - во время заполнения систематически включают вибраторы, которые установлены на форме, чтобы смесь усаживалась равномерно.
После того, как начинается процесс, в ходе которого бетон схватывается, изготовляется распалубка формы, благодаря крану-балке работники снимают внутреннюю часть формы, затем внешнюю.
Форма вымывается, ее смазывают и переносят на место, где заливается следующее кольцо.
Какой же метод производства железобетонных колец подобрать? Каждый из них обладает собственными преимуществами и изъянами. Так, в частности, при производстве способом вибрирующего литья, не нужно использовать подъемные устройства - выполнять работу можно на привозном бетоне. Однако здесь необходимо огромное число форм для работы. Производственный процесс заливки отнимает существенно меньше времени, чем производство такого же числа колец способом вибрирующего прессования. Когда кольца изготавливаются способом вибрирующего прессования, нет необходимости в огромном числе форм (необходимы лишь по одной штуке каждой разновидности) и существует возможность дополнительно получить доход с изготовления своего бетона.




Онлайн калькулятор
Наши контактные данные
|
Факс: 8 (473) 260 53 52 Адрес: Песчаная, 83 |
Тел:8 980 555 9000 (Александр) Тел:8 908 135 3105 |